您好~歡迎光臨深圳市宏力捷電子有限公司網(wǎng)站!
張經(jīng)理:
陳經(jīng)理:
葉經(jīng)理:
王經(jīng)理:
![圖1-行動(dòng)通訊4G/5G時(shí)間表 (資料來源: 國際電信聯(lián)盟ITU[2])](/uploads/allimg/180510/1-1P51015433N27.jpg)
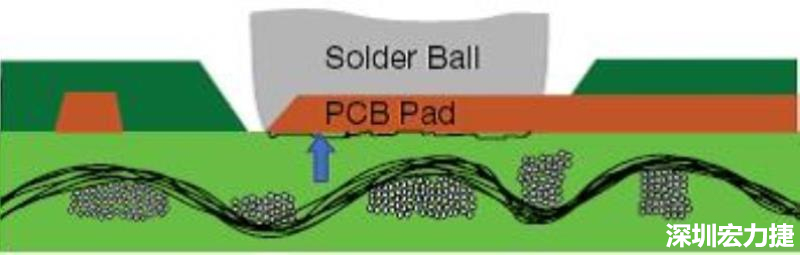
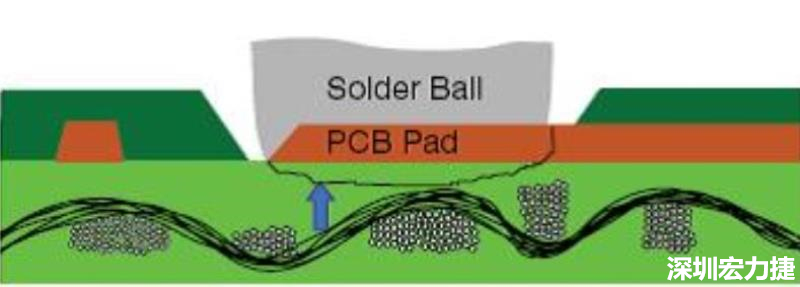
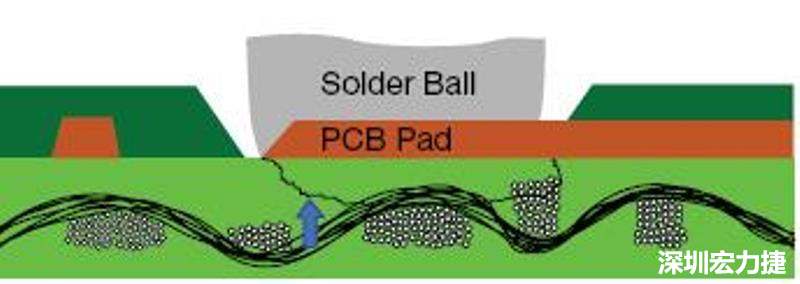
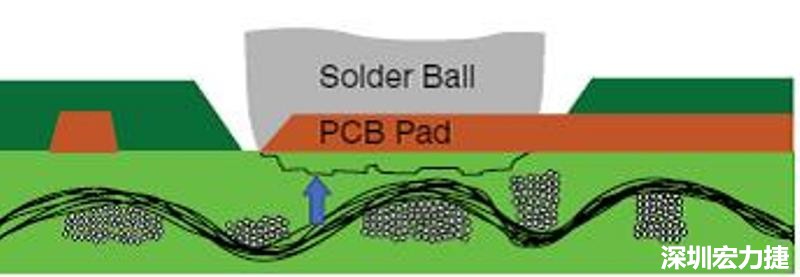
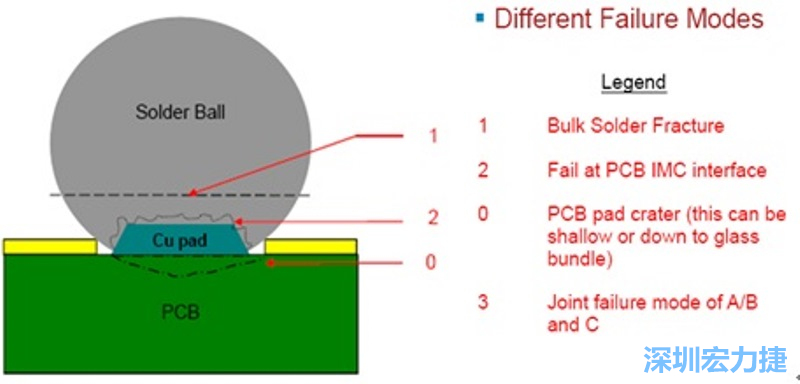
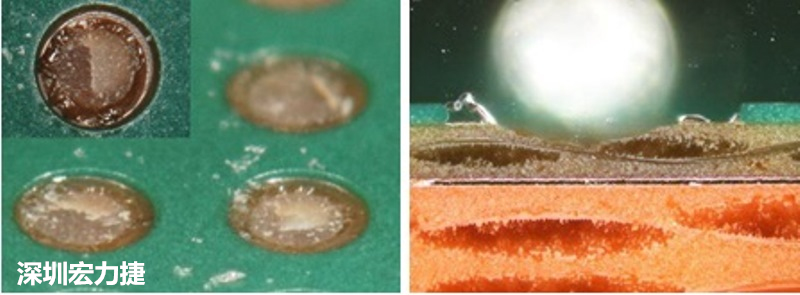
![圖1 – 焊墊坑裂在具結(jié)合力的介電材料失效裂紋往下到玻璃纖維的例子[5]](/uploads/allimg/180510/1-1P510154501S4.jpg)
|
銅箔
基板
|
材料類型 |
樹脂含量 (%) |
1OZ的剝離強(qiáng)度 (lb/in) |
彎曲強(qiáng)度 (MPa) |
制造商 |
|---|---|---|---|---|---|
| A | 高玻璃轉(zhuǎn)移溫度(無鹵)FR4 | 53 | 4.5 | 460~500 | M1 |
| B | 高速材料 | 53 | 4.0 | 420~450 | M1 |
| C | 高玻璃轉(zhuǎn)移溫度(無鹵)FR4 | 53 | 5.1~6.8 | >400 | M3 |
| D | 高速材料 | 53 | 5.5 | 400 | M4 |
| E | 高玻璃轉(zhuǎn)移溫度無填料的酚醛FR4 | 53 | 8~11 | >380 | M2 |
| F | 高速材料 | 53 | 5~7 | >350 | M2 |
|
銅箔
基板
|
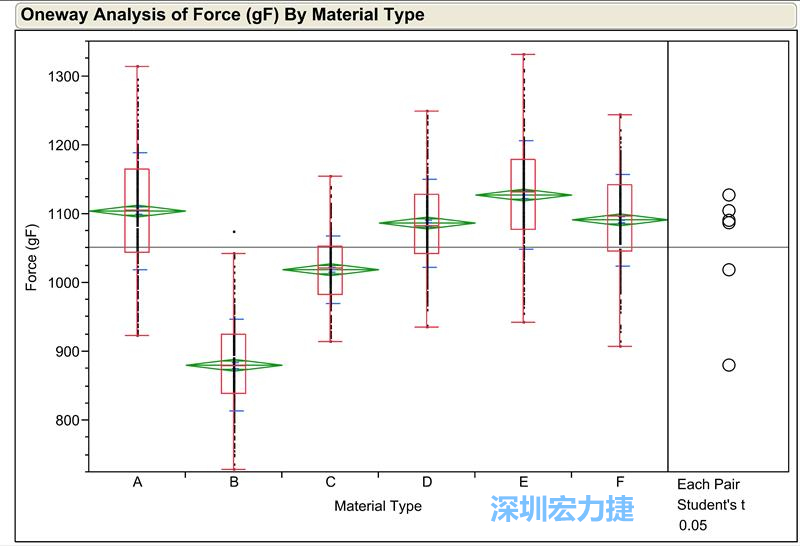
制造商 | 材料類型 | 標(biāo)淮差 |
平均值 (克) |
|---|---|---|---|---|
| A | M1 | 高玻璃轉(zhuǎn)移溫度(無鹵)FR4 | 84.76 | 1104.2 |
| B | M1 | 高速材料 | 66.7 | 880.5 |
| C | M3 | 高玻璃轉(zhuǎn)移溫度(無鹵)FR4 | 48.6 | 1019.2 |
| D | M4 | 高速材料 | 64.2 | 1086.9 |
| E | M2 | 高玻璃轉(zhuǎn)移溫度無填料的酚醛FR4 | 78.6 | 1127.5 |
| F | M2 | 高速材料 | 66.4 | 1091.6 |
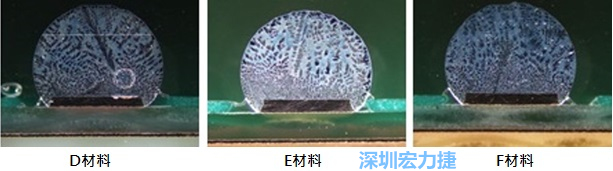
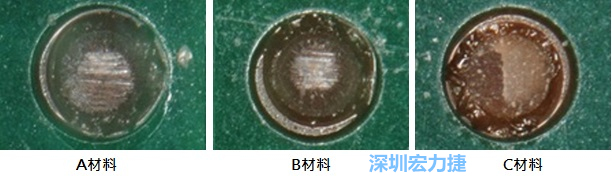
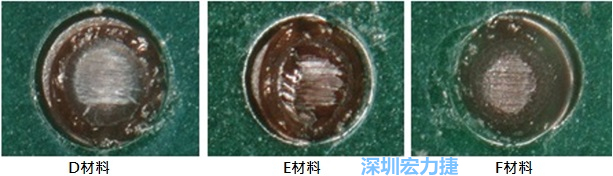
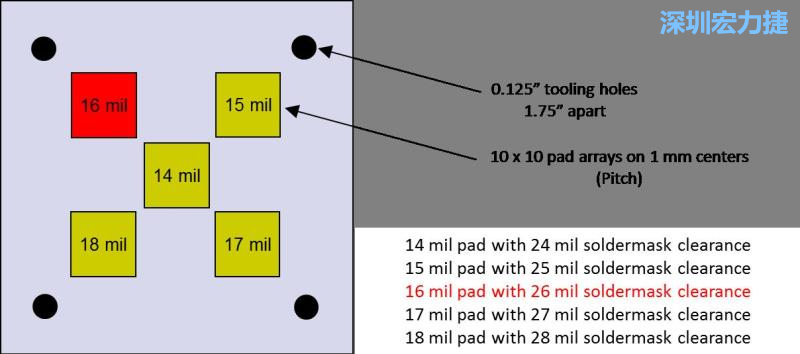
![表 3– 選擇PCB焊墊大小進(jìn)行冷球拉力試驗(yàn)[6]](/uploads/allimg/180510/1-1P51016040H19.jpg)
![表 3– 選擇PCB焊墊大小進(jìn)行冷球拉力試驗(yàn)[6]](/uploads/allimg/180510/1-1P510160504R7.jpg)
深圳宏力捷推薦服務(wù):PCB設(shè)計(jì)打樣 | PCB抄板打樣 | PCB打樣&批量生產(chǎn) | PCBA代工代料






